
8.2 焊缝连接
8.2.2 在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件形心轴。
焊件厚度大于20mm的角接接头焊缝,应采用收缩时不易引起层状撕裂的构造。
注:钢板的拼接当采用对接焊缝时,纵横两方向的列接焊缝,可采用十字形交叉或T形交叉;当为T形交叉时,交叉点的间距不得小于200mm。
8.2.3 对接焊缝的坡口形式,宜根据板厚和施工条件按有关现行国家标准的要求选用。
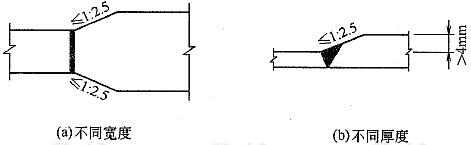
8.2.4 在对接焊缝的拼接处:当焊件的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(图8.2.4);当厚度不同时,焊缝坡口形式应根据较薄焊件厚度按第8.2.3条的要求取用。
8.2.5 当采用部分焊透的对接焊缝时,应在设计图中注明坡口的形式和尺寸,其计算厚度he(mm)不得小于1.5√t,t(mm)为焊件的较大厚度。
在直接承受动力荷载的结构中,垂直于受力方向的焊缝不宜采用部分焊透的对接焊缝。
8.2.6 角焊缝两焊脚边的夹角a一般为90°(直角角焊缝)。夹角a>135°或a<60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
8.2.7 角焊缝的尺寸应符合下列要求:
1 角焊缝的焊脚尺寸hf(mm)不得小于1.5√t,t(mm)为较厚焊件厚度(当采用低氢型碱性焊条施焊时,t可采用较薄焊件的厚度)。但对埋弧目动焊,最小焊脚尺寸可减小1mm;对T形连接的单面角焊缝,应增加1mm。当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。
2 角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍(钢管结构除外),但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求:
1)当t≤6mm时,hf≤t;
2)当t>6mm时,hf≤t-(1~2)mm。
圆孔或槽孔内的角焊缝焊脚尺寸尚不宜大于圆孔直径或槽孔短径的1/3。
3 角焊缝的两焊脚尺寸一般为相等。当焊件的厚度相差较大且等焊脚尺寸不能符合本条第1、2款要求时,可采用不等焊脚尺寸,与较薄焊件接触的焊脚边应符合本条第2款的要求;与较厚焊件接触的焊脚边应符合本条第1款的要求。
4 侧面角焊缝或正面角焊缝的计算长度不得小于8hf和40mm。
5 侧面角焊缝的计算长度不宜大于60hf,当大于上述数值时,其超过部分在计算中不予考虑。若内力沿侧面角焊缝全长分布时,其计算长度不受此限。
8.2.8 在直接承受动力荷载的结构中,角焊缝表面应做成直线形或凹形。焊脚尺寸的比例:对正面角焊缝宜为1:1.5(长边顺内力方向);对侧面角焊缝可为1:1。
8.2.9 在次要构件或次要焊缝连接中,可采用断续角焊缝。断续角焊缝焊段的长度不得小于10hf或50mm,其净距不应大于15t(对受压构件)或30t(对受拉构件),t为较薄焊件的厚度。
8.2.10 当板件的端部仅有两侧面角焊缝连接时,每条侧面角焊缝长度不宜小于两侧面角焊缝之间的距离;同时两侧面角焊缝之间的距离不宜大于16t(当t>12mm)或190mm(当t≤12mm);t为较薄焊件的厚度。
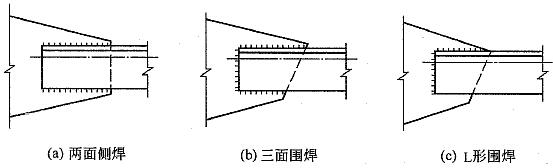
8.2.11 杆件与节点板的连接焊缝(图8.2.11)宜采用两面侧焊,也可用三面围焊,对角钢杆件可采用L形围焊,所有围焊的转角处必须连续施焊。
8.2.12 当角焊缝的端部在构件转角处做长度为2hf的绕角焊时,转角处必须连续施焊。
8.2.13 在搭接连接中,搭接长度不得小于焊件较小厚度的5倍,并不得小于25mm。
条文说明
8.2 焊缝连接
8.2.1 根据试验,Q235钢与Q345钢钢材焊接时,若用E50××型焊条,焊缝强度比用E43××型焊条时提高不多,设计时只能取用E43××型焊条的焊缝强度设计值。此外,从连接的韧性和经济方面考虑,故规定宜采用与低强度钢材相适应的焊接材料。
8.2.2 焊缝在施焊后,由于冷却引起了收缩应力,施焊的焊脚尺寸愈大,则收缩应力愈大,故规定焊脚尺寸不要过分加大。
为防止焊接时钢板产生层状撕裂,参照ISO国际标准第8.9.2.7条,补充规定当焊件厚度t>20mm(ISO为t≥16mm,前苏联为25mm,建议取t>20mm)的角焊缝应采用收缩时不易引起层状撕裂的构造(图25)。
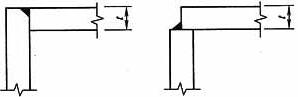
图25 适宜的角接焊缝
在大面积板材(如实腹梁的腹板)的拼接中,往往会遇到纵横两个方向的拼接焊缝。过去这种焊缝一般采用T形交叉,有意避开十字形交叉。但根据国内有关单位的试验研究和使用经验以及两种焊缝形式机械性能的比较,十字形焊缝可以应用于各种结构的板材拼接中。从焊缝应力的观点看,无论十字形或T形,其中只有一条后焊焊缝的内应力起主导作用,先焊好的一条焊缝在焊缝交叉点附近受后焊焊缝的热影响已释放了应力。因此可采用十字形或T形交叉。当采用T形交叉时,一般将交叉点的距离控制在200mm以上。
8.2.3 对接焊缝的坡口形式可按照国家现行标准《建筑钢结构焊接技术规程》JGJ 81的规定采用。
8.2.4 根据美国AWS的多年经验,凡不等厚(宽)焊件对焊连接时,均在较厚(宽)焊件上做成坡度不大于1:2.5(ISO第8.9.6.1条为不大于1:1)的斜角。使截面和缓过渡以减小应力集中。为减少加工工作量,对承受静态荷载的结构,将原规范规定的斜角坡度不大于1:4改为不大于1:2.5,而对承受动态荷载的结构仍为不大于1:4,不作改变。因为根据我国的试验研究,不论改变宽度或厚度,坡度用1:8~1:4接头的疲劳强度与等宽、等厚的情况相差不大。
当一侧厚度差不大于4mm时,焊缝表面的斜度已足以满足和缓传递的要求,因此规定当板厚一侧相差大于4mm时才需做成斜角。
考虑到改变厚度时对钢板的切削很费事,故一般不宜改变厚度。
8.2.5 对受动力荷载的构件,当垂直于焊缝长度方向受力时,未焊透处的应力集中会产生不利的影响,因此规定不宜采用。但当外荷载平行于焊缝长度方向时,例如起重机臂的纵向焊缝(图26b),吊车梁下翼缘焊缝等,只受剪应力,则可用于受动力荷载的结构。
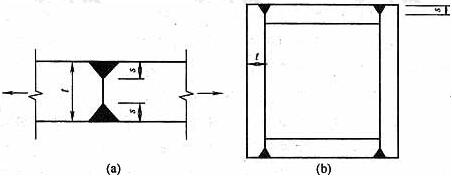
图26 部分焊透的对接焊缝
部分焊透对接焊缝的计算厚度he≥1.5  的规定与角焊缝最小厚度hf的规定相同,这是由于两者性质是近似的。
的规定与角焊缝最小厚度hf的规定相同,这是由于两者性质是近似的。
板件有部分焊透的焊缝(图26a),若按1.5算得的he值大于板件厚度t的1/2,则此焊缝应按焊透的对接焊缝考虑。
8.2.6 两焊脚边夹角α>135°(原规范为120°)时,焊缝表面较难成型,受力状况不良;而α<60°的焊缝施焊条件差,根部将留有空隙和焊渣;已不能用本规范第7.1.4条的规定来计算这类斜角角焊缝的承载力,故规定这种情况只能用于不受力的构造焊缝。但钢管结构有其特殊性,不在此限。
8.2.7 本条为角焊缝的尺寸要求。
1 关于角焊缝的最小厚度。焊缝最小厚度的限值与焊件厚度密切相关,为了避免在焊缝金属中由于冷却速度快而产生淬硬组织,根据调查分析及参考国内外资料,现规定hf≥1.5 (计算时小数点以后均进为1mm,t为较厚板件的厚度)。此式简单便于记忆,与国内外用表格形式的规定出入不大。表11为板厚的规定与前苏联规范CHипⅡ-23-81相比较的情况。从表中对比可知,对于厚板本规定偏严,但根据我国的实践经验是合适的。与美国的AWS相比亦比较接近。
但参照AWS,当采用低氢型焊条时,角焊缝的最小焊脚尺寸可由较薄焊件的厚度经计算确定,因低氢型焊条焊渣层厚、保温条件较好。
表11 角焊缝的最小焊脚尺寸
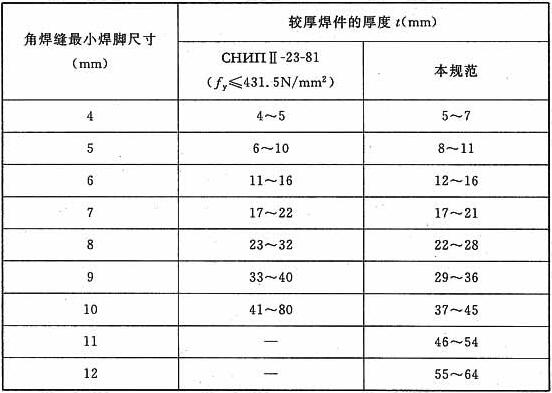
条文中对自动焊和T形连接的规定系参考国外资料确定的。
2 角焊缝的焊脚尺寸过大,易使母材形成“过烧”现象,使构件产生翘曲、变形和较大的焊接应力,按照国内外的经验,规定不宜大于较薄焊件的1.2倍(图27)。
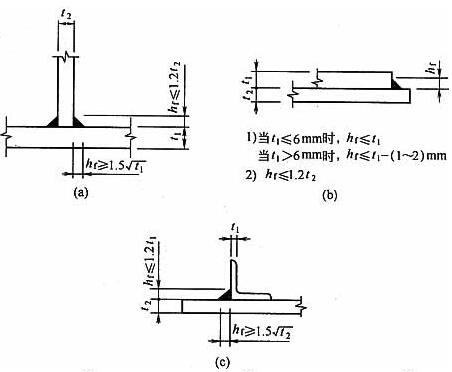
图27 角焊缝的最大焊脚尺寸
焊件(厚度为t)的边缘角焊缝若与焊件边缘等厚,在施焊时容易产生“咬边”现象,需要技术熟练的焊工才能焊满,因此规定厚度大于6mm的焊件边缘焊缝的最大厚度应比焊件厚度小1~2mm(图27b);当焊件厚度等于或小于6mm时,由于一般采用小直径焊条施焊,技术较易掌握,可采用与焊件等厚的角焊缝。
关于圆孔或槽孔内的角焊缝焊脚尺寸系根据施工经验确定的,若焊脚尺寸过大,焊接时产生的焊渣就能把孔槽堵塞,影响焊接质量,故焊脚尺寸与孔径应有一定的比例。
3 关于不等焊脚边的应用问题。这是为了解决两焊件厚度相差悬殊时(图27c),用等焊脚边无法满足最大、最小焊缝厚度规定的矛盾。
4 关于侧面角焊缝最小计算长度的规定。主要针对厚度大而长度小的焊缝,为了避免焊件局部加热严重且起落弧的弧坑相距太近,以及可能产生的缺陷,使焊缝不够可靠。此外,焊缝集中在一很短距离,焊件的应力集中也较大。在实际工程中,一般焊缝的最小计算长度约为(8~10)hf,故将焊缝最小计算长度规定为8hf,且不得小于40mm。
国外在这方面的规定是:欧美为4hf和40mm,日本为10hf和40mm。
5 关于侧面角焊缝的最大计算长度。侧面角焊缝沿长度方向受力不均,两端大而中间小,故一般均规定其有效长度(即计算长度)。原规范对此是按承受荷载状态的不同区别对待的,受动力荷载时取40hf,受静力荷载时取60hf。后来经我国的试验研究证明可以不加区别,统一取某个规定值。现在国际上亦都不考虑荷载状态的影响,但是,各国对侧面角焊缝最大计算长度的规定值却有所不同。前苏联1981年规范为60hf,AISC 1999为100hf,日本1998年为50hf,美国和日本还规定当长度超过此限值时应予折减。本条根据我国的实践经验,仍规定为不超过60hf。
8.2.8 在受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,焊缝形式以凹形为最好,但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线形较为合适。当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面。为此规定在直接承受动力荷载的结构(如吊车梁),角焊缝表面做成凹形或直线形均可。
对端焊缝,因其刚度较大,受动力荷载时应焊成平坡式,习用规定直角边的比例为1:1.5。根据国内外疲劳试验资料,若满足疲劳要求,端焊缝的比值宜为1:3,某些国外规范对此要求亦较为严格。但施工单位反映,焊缝坡度小不易施焊,一般需二次堆焊才能形成,为此本条仍规定端焊缝的直角边比例为1:1.5。
8.2.9 断续焊缝是应力集中的根源,故不宜用于重要结构或重要的焊接连接。这次修订时又补充了断续角焊缝焊段的最小长度以便于操作,亦和本规范第8.2.7条第4款呼应。
8.2.10 当钢板端部仅有侧面角焊缝时,规定其长度l≥b,是为了避免应力传递的过分弯折而使构件中应力不均匀。规定b≤16t(t>12mm)或190mm(t≤12mm),是为了避免焊缝横向收缩时引起板件的拱曲太大(图28)。当宽度b超过此规定时,应加正面角焊缝,或加槽焊或电焊钉。
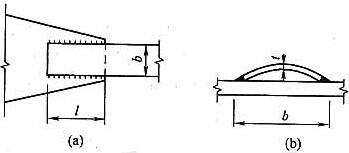
图28 宽板的焊接变形
8.2.11 围焊中有端焊缝和侧焊缝,端焊缝的刚度较大,弹性模量E≈1.5×106;而侧焊缝的刚度较小,E≈(0.7~1)×106,所以在弹性工作阶段,端焊缝的实际负担要高于侧焊缝;但在围焊试验中,在静力荷载作用下,届临塑性阶段时,应力渐趋于平均,其破坏强度与仅有侧焊缝时差不多,但其破坏较为突然且塑性变形较小。此外从国内几个单位所做的动力试验证明,就焊缝本身来说围焊比侧焊的疲劳强度为高,国内某些单位曾在桁架的加固中使用了围焊,效果亦较好。但从“焊接桁架式钢吊车梁下弦及腹杆的疲劳性能”的研究报告中,认为当腹杆端部采用围焊时,对桁架节点板受力不利,节点板有开裂现象,故建议在直接承受动力荷载的桁架腹杆中,节点板应适当加大或加厚。鉴于上述情况,故这次的规定改为:宜采用两面侧焊,也可用三面围焊。
围焊的转角处是连接的重要部位,如在此处熄火或起落弧会加剧应力集中的影响,故规定在转角处必须连续施焊。
8.2.12 使用绕角焊时可避免起落弧的缺陷发生在应力集中较大处,但在施焊时必须在转角处连续焊,不能断弧。
8.2.13 本条目的是为了减少收缩应力以及因偏心在钢板与连接件中产生的次应力。此外,根据实践经验,增加了薄板搭接长度不得小于25mm的规定。
- 上一节:8.1 一般规定
- 下一节:8.3 螺栓连接和铆钉连接